Когда слышишь китайские изостатические трубы, первое, что приходит в голову — это цена. Все ищут альтернативу европейским производителям, но потом начинаются сомнения: а что с качеством? Многие думают, что технология изостатического прессования — это что-то однородное, как рецепт, и её просто скопировали. На деле же, между сделано и сделано правильно — пропасть, которую заполняют именно детали процесса, контроль и, что часто упускают, подготовка самого материала. Давайте разбираться без глянца.
Не просто прессование: где кроется разница
Сама суть изостатического прессования — это равномерное давление со всех сторон на порошковый сердечник. Казалось бы, бери гидравлику, создавай давление в 100-150 МПа и всё. Но ключевой момент — это подготовка шихты. Видел я образцы, где пористость была неравномерной, а на микрошлифах просматривались зоны с разной плотностью. Причина часто не в самом прессе, а в том, как смешивали порошки фторопласта (ПТФЭ) с наполнителями, если речь о модифицированных трубах. Недостаточная дисперсия наполнителя — и вот у тебя уже будущая точка потенциального износа или расслоения.
Ещё один нюанс — это оправка. Китайские производители лет десять назад часто экономили на материале оправок, используя более мягкие стали. После цикла прессования и спекания снять трубу без микроскопических повреждений внутренней поверхности было сложно. Сейчас ситуация лучше, но при выборе поставщика на это стоит обращать внимание. Технология — это не только макропроцесс, но и такие мелочи.
Спекание — отдельная история. Температурный профиль, время выдержки, среда (воздушная или что-то иное) — всё это влияет на конечную кристалличность полимера и, как следствие, на химическую стойкость и механические свойства. Здесь у крупных заводов есть преимущество: они могут позволить себе печи с точным компьютерным управлением. У мелких же часто идёт по графику, что приводит к партиям с разбросом характеристик.
Опыт из практики: когда спецификация обманчива
Работал с одним проектом, где требовались трубы для транспортировки агрессивных сред с абразивными включениями. В спецификации были стандартные параметры: плотность, твёрдость по Шору, прочность на разрыв. Прислали образцы от трёх китайских производителей, включая довольно известных. Лабораторные испытания по заявленным параметрам все прошли. Но мы решили сделать дополнительный тест — на стойкость к циклическому температурному удару (от +140°C до -20°C).
И вот здесь один из образцов дал трещину на стыке с фланцем уже на пятнадцатом цикле. При вскрытии стало ясно: проблема в зоне перехода от тела трубы к утолщению под фланец. При прессовании распределение давления было неидеальным, образовалась зона с несколько иной ориентацией частиц. В паспорте на изделие этого, конечно, не увидишь. Вывод: паспортные данные — это минимум. Для ответственных применений нужны дополнительные, подчас нестандартные испытания.
Кстати, о фланцах. Интегральное формование фланца с телом трубы — это признак качественной технологии. Если фланец приварен или приклеен — это сразу повышает риски. У хороших производителей, которые вложились в сложные оправки и программное управление прессом, фланец формируется сразу, монолитно. Это сильно увеличивает срок службы в условиях вибрации.
Кейс: неочевидная роль производителя оборудования
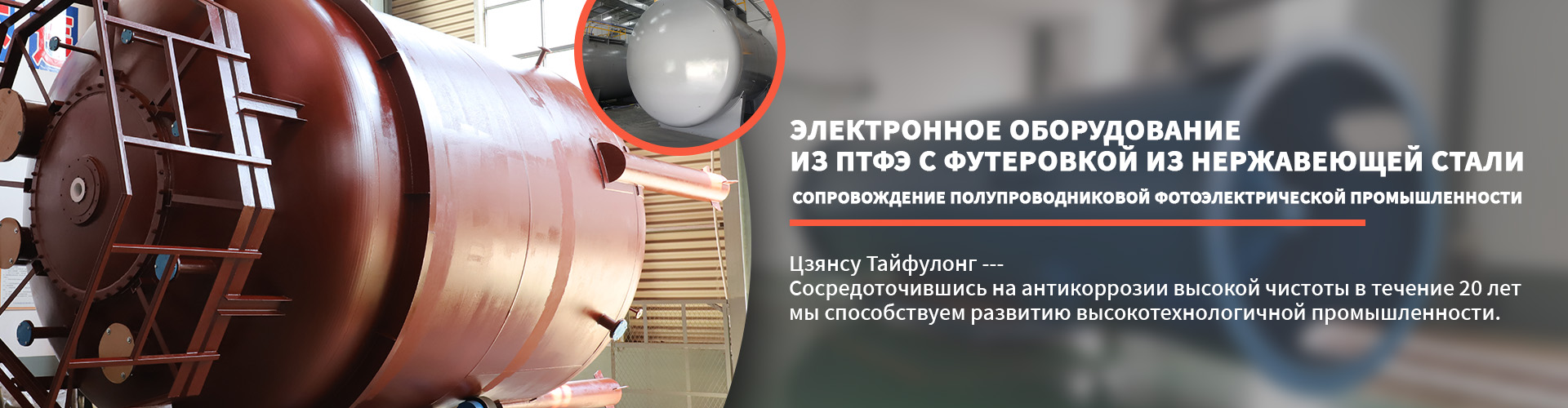
Часто ищут просто трубу. Но в реальных проектах успех зависит от комплекса: трубы, фитинги, арматура и, что критично, понимание монтажа. Здесь интересен пример компании ООО Цзянсу Тайфулонг Антикоррозийное оборудование. Они не просто продают трубы, они изначально выросли из производства насосов и клапанов (Тайхонг Насос и Клапан). Это важный момент. Производитель, который сам сталкивался с проблемами на стороне применения, лучше понимает, какие требования предъявлять к трубам.
Заглянул на их сайт https://www.ptfex.ru — видно, что акцент сделан именно на антикоррозийных системах. При их более чем 20-летнем опыте в промышленной антикоррозии логично, что они подходят к трубам как к элементу системы. В их случае производственная база в Тайсине позволяет контролировать полный цикл, от сырья до готового узла. Это даёт преимущество в согласованности параметров. Если труба и фланцевый узел сделаны в одном технологическом ритме, проблем с герметичностью будет меньше.
Их заявление о тонкой промышленной антикоррозионной продукции — это как раз о тех деталях, о которых я говорил: о точности оправок, о контроле за спеканием, о целевом оборудовании. Импортные технологии цитируют многие, но важно, как они адаптированы под местное сырьё и конечные нужды. Площадь в 40 000 кв.м — это, конечно, масштаб, который говорит о серьёзных инвестициях в инфраструктуру, что для изостатики важно: нужно много места и для прессов, и для печей, и для складирования заготовок.
Где можно сэкономить, а где — категорически нет
Исходя из опыта, на диаметрах и длинах можно иногда договориться. Стандартные размеры всегда дешевле. Но если нужна труба нестандартной толщины стенки, особенно тонкой, — вот здесь экономия на производителе может выйти боком. Тонкостенные изостатические трубы требуют ювелирной точности в центрировании сердечника в пресс-форме. Смещение даже на полмиллиметра приведёт к разнотолщинности, которая проявится под давлением.
Экономия на материале — самая опасная. Чистый ПТФЭ — дорогой. Некоторые умельцы могут добавлять вторичный материал или некондицию. Внешне труба будет выглядеть нормально, но её стойкость к химии, особенно к сильным окислителям или щелочным металлам, упадёт в разы. Проверить это можно только химическим анализом, что редко кто делает при приёмке. Доверять стоит тем, кто прямо указывает на использование первичных смол, например, таких как DuPont.
А вот на чём реально можно сэкономить без риска, так это на логистике. Крупные производители, имеющие опыт экспорта в СНГ, обычно уже имеют отработанные маршруты и упаковку, которая защищает трубы от механических повреждений при длительной перевозке. Пытаться организовать это самостоятельно часто выходит дороже и нервнее.
Взгляд вперёд: что меняется в технологиях?
Сейчас тренд — это не столько революция в самом прессовании, сколько в композитах. Всё чаще запросы идут на трубы с наполнителями: графит, кокс, стекловолокно, карбоф. Это нужно для улучшения конкретных свойств — теплопроводности, износостойкости, снижения ползучести. Технология смешивания и гомогенизации таких композитов — это следующий уровень мастерства. Здесь китайские производители активно развиваются, перенимая опыт и проводя собственные НИОКР.
Ещё один момент — контроль качества. Внедрение систем автоматического неразрушающего контроля, например, ультразвукового сканирования толщины стенки по всей длине, становится отличительным признаком лидеров. Раньше проверяли выборочно, сейчас лучшие заводы проверяют каждую трубу. Это добавляет уверенности.
И, наконец, экология. Процесс изостатического прессования сам по себе достаточно чистый, но вопросы утилизации обрезков и некондиции становятся всё острее. Передовые предприятия, та же Тайфулонг с их разделением на северный и южный заводы, часто инвестируют в замкнутые циклы по переработке отходов фторопласта обратно в производство, конечно, для менее ответственных изделий. Это уже вопрос не только технологии производства трубы, но и технологий всего предприятия.
Так что, отвечая на вопрос из заголовка — да, технологии есть, и они развиваются. Но их уровень сильно разнится от завода к заводу. Ключ — в глубоком анализе не только конечного продукта, но и процесса его создания, и в понимании того, кто стоит за производством. Слепая погоня за низкой ценой ведёт к проблемам, а взвешенный выбор, основанный на деталях и опыте, — к надёжным и долговечным решениям.