Китайские заводы нержавеющих труб: технологии?
Когда слышишь этот вопрос, часто в голове всплывает стереотип: китайское — значит, дешевое и простое. Многие, особенно те, кто сталкивался с поставками лет десять назад, до сих пор так думают. Но если копнуть глубже в современное производство, особенно в нишевые сегменты вроде коррозионностойкого оборудования, картина сильно меняется. Речь уже не просто о трубах, а о комплексных решениях, где технология обработки, контроль качества и материал — это одно целое. Сам много лет наблюдаю за этим рынком, и скажу так: отставание если и было, то его быстро ликвидировали за счет точечных инвестиций в конкретные процессы. Но и тут есть свои подводные камни, о которых редко пишут в глянцевых каталогах.
Не просто труба: от сырья до геометрии
Начну с базового, но критичного момента — сырья. Китайские металлургические комбинаты сейчас выпускают марки нержавейки, которые лет пятнадцать назад приходилось закупать в Японии или Европе. Возьмем, к примеру, 316L или 904L для агрессивных сред. Раньше главной проблемой была стабильность химсостава от партии к партии. Сейчас на передовых заводах каждый слиток проходит спектральный анализ, а прокатные станы с ЧПУ позволяют добиться однородности толщины стенки, что для последующей сварки или гибки — ключевой параметр. Но! Это работает только у тех, кто ориентирован на экспорт или высокотехнологичные внутренние проекты. Мелкие цеха все еще могут грешить на этом этапе, используя менее стойкие аналоги под видом стандартных марок.
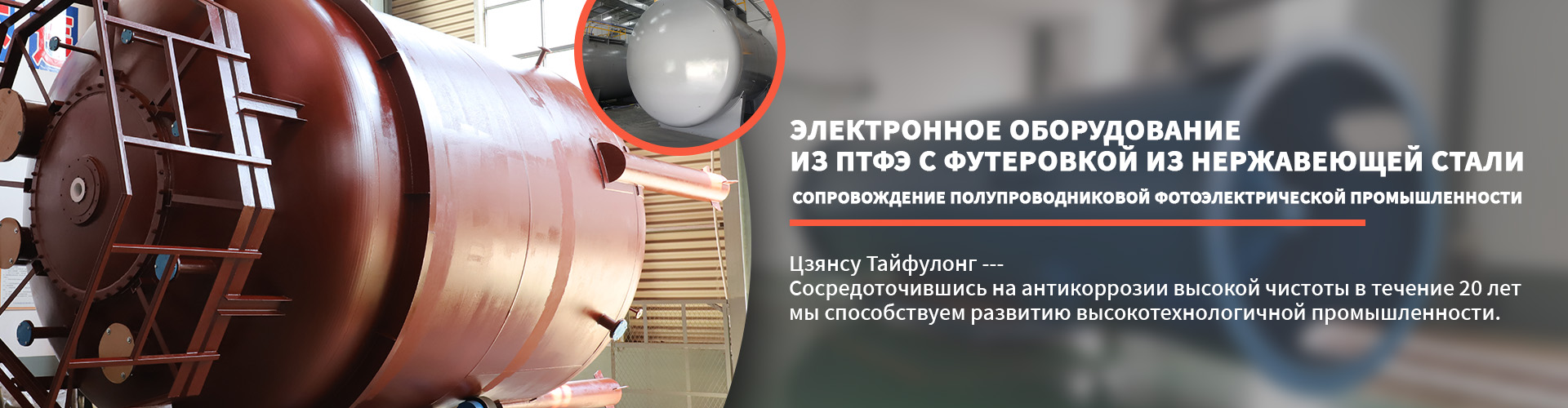
Здесь стоит упомянуть один конкретный пример — ООО Цзянсу Тайфулонг Антикоррозийное оборудование. Смотрю на их сайт ptfex.ru и вижу не просто перечень труб, а акцент на полный цикл для химической, фармацевтической, пищевой промышленности. Их заявленные 20+ лет опыта в антикоррозии — это как раз тот случай, когда опыт означает не возраст компании, а накопленные знания по поведению разных сплавов в конкретных средах. Их производственная база в Тайсине, разделенная на два завода, говорит о специализации. Часто так и бывает: один цех заточен под стандартный сортамент, другой — под штучные, сложные изделия, где нужна точная механообработка.
И вот что важно: технология изготовления самой трубы — это полдела. Куда важнее, как ее затем обработают. Резка под углом для сварных соединений, полировка внутренней поверхности до определенного Ra (шероховатости), калибровка — вот где часто отсеиваются производители. Видел образцы, где сварной шов на бесшовной отводе был выполнен идеально, но при монтаже возникали проблемы из-за микродефектов на внутренней поверхности, невидимых глазу. Это как раз область, где китайские заводы сделали огромный рывок, внедрив автоматизированную полировку и контроль эндоскопами.
Сварка и обработка: где кроются главные риски
Если говорить о сварных трубах большого диаметра, то здесь технологический фокус смещается. Автоматическая аргонодуговая сварка (TIG) с подачей проволоки — уже стандарт для качественных производителей. Но сам видел, как на одном заводе прекрасное оборудование Кемппи или Линкольн давало брак из-за неправильно подготовленных кромок или недостаточной чистоты защитной атмосферы. Китайские инженеры это быстро поняли и теперь целые технологические линии включают этапы механической зачистки кромок и локальные камеры с контролируемой атмосферой для сварки особых сплавов.
Интересный момент с термической обработкой — снятием напряжений. Для ответственных применений это обязательно. Но не всякая печь подходит. Разница в равномерности нагрева и скорости охлаждения может свести на нет все преимущества хорошего шва. У того же Тайфулонг, судя по описанию их масштабов (40 000 кв. м), должны быть полноценные печные хозяйства. Это дорогое оборудование, и его наличие — хороший фильтр для понимания серьезности производителя.
А вот с инновациями иногда бывает перегиб. Помню историю, когда один завод активно рекламировал лазерную сварку для всех типов труб. Технология, безусловно, передовая, но для толстостенной нержавейки в химическом аппаратостроении у нее есть ограничения по глубине провара и рискам образования горячих трещин. В итоге, после нескольких инцидентов на объектах заказчика, вернулись к проверенным автоматическим TIG-методам с многослойной сваркой. Вывод: не всякая высокая технология универсальна. Часто надежнее гибридный подход.
Контроль качества: не только сертификаты
Многие покупатели смотрят на пачку сертификатов по ISO, ASME, PED. Это важно, но это лишь система. Реальность проверяется на цеху. Самый показательный тест — посещение лаборатории. На хорошем заводе она будет не для галочки, а интегрирована в поток. Ультразвуковой контроль (УЗК), контроль на твердость, испытания на межкристаллитную коррозию (тест ASTM A262) — это должно делаться выборочно, но регулярно, а не только под конкретный заказ для галочки.
Здесь часто возникает разрыв между большими заводами и средними. Крупные игроки имеют свои аккредитованные лаборатории. Средние могут отправлять образцы в сторонние центры, что увеличивает сроки. В случае с антикоррозийным оборудованием, как у упомянутой компании, которая позиционирует себя как пионер в этой области, контроль должен быть на первом месте. Ведь их продукция — это часто элементы для систем, где утечка или коррозия стоят огромных денег и рисков.
Один практический нюанс — маркировка и прослеживаемость. Каждая партия труб, каждый крупный фитинг должны иметь несмываемую маркировку с номером плавки, маркой стали, номером заказа. Это кажется мелочью, но в случае претензий это единственный способ восстановить цепочку. Видел, как на некоторых заводах эту маркировку наносят вручную, слабым краском, который стирается при транспортировке. Сразу вопрос к общей культуре производства.
Логистика и упаковка: последний технологический барьер
Казалось бы, причем здесь технологии? Но для нержавеющих труб — это критично. Поверхность должна быть защищена от царапин и контакта с углеродистой сталью (риск железной контаминации). Использование пластиковых заглушек, разделительных прокладок из картона или пленки, индивидуальная обрешетка — это обязательные условия. Не раз получал партии, где трубы были идеальны по замерам, но с потраченной в пути полировкой из-за трения друг о друга.
Особенно важно для длинномерных изделий и готовых сборочных единиц, которые поставляет, например, ООО Цзянсу Тайфулонг. Их сайт указывает на комплексные поставки. Значит, они должны иметь отработанные схемы упаковки сложных конструкций — колонн, теплообменных пучков. Это тоже технология, и часто ее недооценивают, что приводит к повреждениям на самом последнем этапе.
И конечно, документация. Подробные паспорта, чертежи (если были изменения по согласованию с заказчиком), инструкции по монтажу на русском языке — это то, что отличает поставщика от партнера. Технология производства включает в себя и технологию информационного сопровождения.
Взгляд в будущее: адаптивность и кастомизация
Главный тренд, который я вижу сейчас, — это уход от стандартного сортамента к решениям под задачу. Заводы, которые выжили после волны консолидации, научились гибко перенастраивать линии. Не просто сделать трубу по ГОСТ или DIN, а рассчитать, изготовить и обработать узел под конкретные параметры среды, давления, вибрации.
Это как раз область, где компании с глубокой экспертизой в антикоррозии, как Тайфулонг, имеют преимущество. Их более чем 20-летний опыт — это база данных по поведению материалов. Цитирование импортных передовых технологий, о котором они пишут, — это хорошо, но ключ в адаптации. Китайские инженеры научились не просто копировать, а модифицировать процессы под доступное сырье и требования рынка.
Что будет дальше? Думаю, дальнейшая автоматизация именно интеллектуальных этапов: контроля дефектов с помощью машинного зрения, прогнозирования ресурса изделия на основе данных о производственном цикле. И здесь китайские производители имеют все шансы быть в числе первых, потому что масштаб производства позволяет быстро тестировать и внедрять такие решения. Но основа — это все равно кадры, технологическая дисциплина и понимание, что делаешь не просто трубу, а элемент ответственной системы. Без этого все станки — просто железо.