Когда слышишь про 12х18н10т трубы и ?инновации? в одном предложении, первая мысль — маркетинг. Но если копнуть вглубь, зайдя на реальные производственные площадки, картина становится куда интереснее и неоднозначнее.
Что скрывается за шифром 12х18н10т?
Это, конечно, наша родная советская/российская маркировка. Аналог AISI 321. Термостабилизированная нержавейка, титан добавляет для борьбы с межкристаллитной коррозией. Казалось бы, материал классический, отработанный десятилетиями. О каких инновациях может идти речь? Именно этот вопрос я и задал себе лет семь назад, когда к нам поступил запрос на партию труб для химического агрегата с особыми условиями по чистоте внутренней поверхности и стабильности свойств после сварки.
Оказалось, что многие привыкли считать, что раз марка старая, то и технология её производства застыла. Это главное заблуждение. Основные ?инновации? китайских производителей (я беру в кавычки, потому что часто это не изобретение велосипеда, а грамотная адаптация и доводка процессов) касаются не состава, а всего цикла: от выплавки и непрерывной разливки заготовки до финишной обработки. Речь о контроле на микроуровне.
Например, ключевой момент — контроль содержания титана и его распределение. Формально по ГОСТу достаточно, чтобы соотношение Ti/C было определённым. Но на практике, если процесс раскисления и легирования в печи и ковше проведён неидеально, могут формироваться крупные нитриды титана. Они потом в трубе, особенно в зоне термического влияния сварного шва, становятся центрами потенциальных проблем. Китайские комбинаты, которые работают на экспорт в серьёзные секторы, сейчас уделяют этому этапу огромное внимание, внедряя системы динамического контроля и коррекции состава в реальном времени. Это не громкие слова, а необходимость, продиктованная конкуренцией.
От заготовки до трубы: где рождается разница
Здесь и кроется основное поле для так называемых инноваций. Прокатка трубы — это не просто придание формы. Возьмём процесс холодной деформации (холоднокатаные трубы — это отдельная история по точности). После каждого передела — термообработка. Казалось бы, всё просто: нагрели до 1050-1100°C, охладили. Но нюансов масса.
Скорость нагрева? Если слишком быстро, особенно для труб с большей толщиной стенки, могут остаться термические напряжения. Атмосфера в печи? Малейшее науглероживание поверхности — и стойкость к коррозии падает. Мы однажды получили партию труб, которые прекрасно прошли испытания на растяжение и твёрдость, но дали очаговую коррозию в солевом распылении. Причина — микроплёнка на поверхности из-за неидеальной атмосферы при отжиге. Поставщик долго не хотел признавать, пока мы не сделали совместный аудит его термического участка.
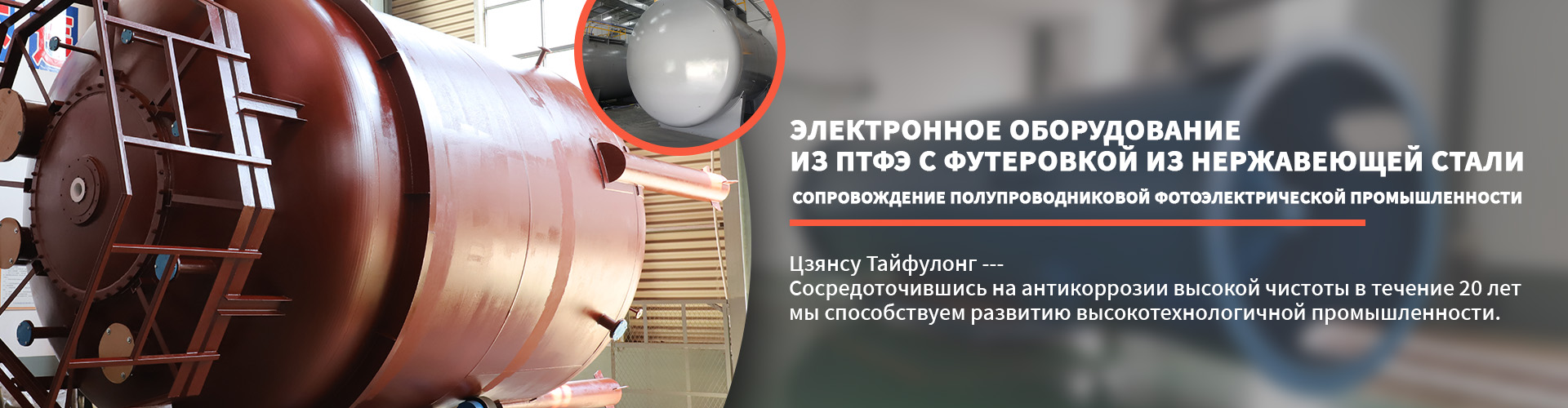
Именно в таких деталях и работают передовые заводы. Они не афишируют это как прорыв, но внедряют, например, многоэтапный контроль атмосферы или калибровку печей с помощью термопар, размещённых непосредственно в трубах-макетах. Это и есть та самая ?инновация? на уровне процесса, которая даёт предсказуемое качество. Я видел подобные подходы на производственной базе ООО Цзянсу Тайфулонг Антикоррозийное оборудование в Тайсине. Они, конечно, больше сфокусированы на готовом антикоррозионном оборудовании, но их требования к поступающему прокату, включая трубы 12х18н10т, были исключительно жёсткими, что заставляло их поставщиков-металлургов держать марку.
Сварка — ахиллесова пята или область для роста?
Любая труба рано или поздно будет свариваться. И здесь для 12х18н10т традиционно видят риски. Титан связывает углерод, но при нагреве в зоне сварки могут происходить процессы, ведущие к обеднению хромом по границам зёрен. Старая проблема.
Но что делают сейчас? Инновации смещаются в область металлургии готового изделия. Во-первых, это более строгий контроль исходной заготовки, о котором я говорил. Во-вторых, это развитие технологий сварки под контролируемой атмосферой (например, аргонодуговая сварка с полноценной подушкой внутри трубы). Это уже не ново, но доступность и отлаженность таких решений на китайских заводах выросла в разы.
Был у меня опыт с заказом сварных колен для энергетики. Заказчик требовал гарантированную стойкость шва в агрессивной среде. Мы работали с заводом, который предложил не просто сертификат на трубу, а протоколы испытаний специальных сварных образцов, сделанных из той же партии материала и по тому же техпроцессу, что и будущее изделие. Они фактически провели мини-исследование для нашего заказа. Это дорого, но это тот уровень, который переводит слово ?инновация? из разряда рекламы в разряд инжиниринга. На сайте ptfex.ru можно увидеть, как подобный комплексный, инженерный подход применяется к готовым решениям из коррозионностойких сталей.
А что с альтернативами? Или почему 12х18н10т всё ещё актуальна
Сейчас много говорят про дуплексы, супердуплексы, более современные аустенитные стали. Они, безусловно, имеют преимущества по прочности и стойкости в конкретных средах. Но 12х18н10т остаётся рабочей лошадкой для огромного спектра задач: от пищепромa до химии умеренных агрессивностей и теплообменников.
Её ?инновационная? ниша сегодня — это не замена, а оптимизация. Оптимизация стоимости при гарантированном качестве. Когда тебе не нужны сверхсвойства дуплекса за сверхцену, но нужна абсолютная предсказуемость поведения материала в диапазоне от -200 до +600°C, при циклических нагрузках, при сварке. Китайские производители, которые вложились в модернизацию именно для этой марки, сейчас предлагают, по сути, продукт premium-класса по цене стандартного.
Это достигается за счёт масштаба и автоматизации. Производственная база в том же Тайсине, занимающая десятки тысяч квадратных метров, позволяет иметь отдельные, оптимизированные линии под аустенитные стали. Цитируя импортные технологии и дорабатывая их, они добиваются высокой повторяемости. Это и есть их главный козырь. ООО Цзянсу Тайфулонг, с его более чем 20-летним опытом в антикоррозии, является хорошим примером такого пионерского подхода: они берут хорошо известный материал и доводят его применение до совершенства за счёт глубины обработки и понимания конечной задачи.
Практический взгляд: на что смотреть при выборе
Исходя из всего этого, как практик, я бы советовал смотреть не на громкие слова в каталогах, а на конкретные вещи. Во-первых, на наличие собственного металлургического передела (ВДП, ЭШП) у поставщика или его стратегического партнёра. Это даёт контроль в самом начале цепочки.
Во-вторых, обязательно запрашивать не только стандартный сертификат, но и расширенные протоколы испытаний: на межкристаллитную коррозию (по ускоренным методам и, если проект критичный, по длительным), на чистоту поверхности, результаты металлографического анализа. Хороший завод предоставляет такие данные без проблем, часто они уже есть в электронном досье на партию.
В-третьих, по возможности, аудит термического и отделочного цеха. Смотришь на состояние печей, на систему учёта термообработки (ведётся ли электронный журнал с привязкой к плавке/партии), на оборудование для травления и пассивации. Часто всё становится ясно на месте. Именно такой детальный подход, а не поиск волшебной ?инновационной? марки, позволяет получить по-настоящему надежные 12х18н10т трубы для ответственных объектов. В конце концов, любая инновация имеет смысл только тогда, когда она работает не на бумаге, а в конкретной трубе, под давлением, при высокой температуре и в агрессивной среде. Вот об этом и стоит думать в первую очередь.