Когда слышишь про инновации в китайских футерованных трубах, первое, что приходит в голову — это масштаб и цена. Многие до сих пор считают, что Китай — это только про дешевый тираж, а про реальные технологические прорывы говорят с недоверием. Я бы поспорил. Работая с антикоррозийным оборудованием больше десяти лет, видел, как менялся подход. Да, начиналось часто с копирования, но сейчас — это уже серьезные собственные разработки, особенно в области материалов и адгезии. Но и проблем хватает: тот же контроль качества на всех этапах или подбор футеровки под конкретную, часто очень агрессивную, среду. Это не просто труба с внутренним слоем пластика, тут есть над чем поломать голову.
От копий к собственным решениям: эволюция подхода
Раньше, лет десять назад, основным запросом был аналог немецких или японских труб. Брали образец, пытались повторить. Часто фокус был на материале самой футеровки — PTFE, PP, PVDF. Но выяснялось, что ключевое — это не просто сам полимер, а подготовка поверхности металла и технология нанесения. Адгезия. Вот где собака зарыта. Можно иметь отличный импортный порошок, но если подготовка слабая, футеровка отслоится через полгода в условиях термоциклирования. Многие производители наступали на эти грабли, пока не начали вкладываться в исследования именно интерфейса ?металл-полимер?.
Сейчас вектор сместился. Не просто сделать трубу с футеровкой, а создать систему, где соединения, отводы, емкости — все элементы имеют предсказуемое и одинаково высокое сопротивление среде. Это и есть настоящая инновация — системность. Появились компании, которые ведут собственные испытания на стойкость к сложным смесям, например, с абразивными включениями. Это уже не кустарный цех, а серьезные производства с химическими лабораториями.
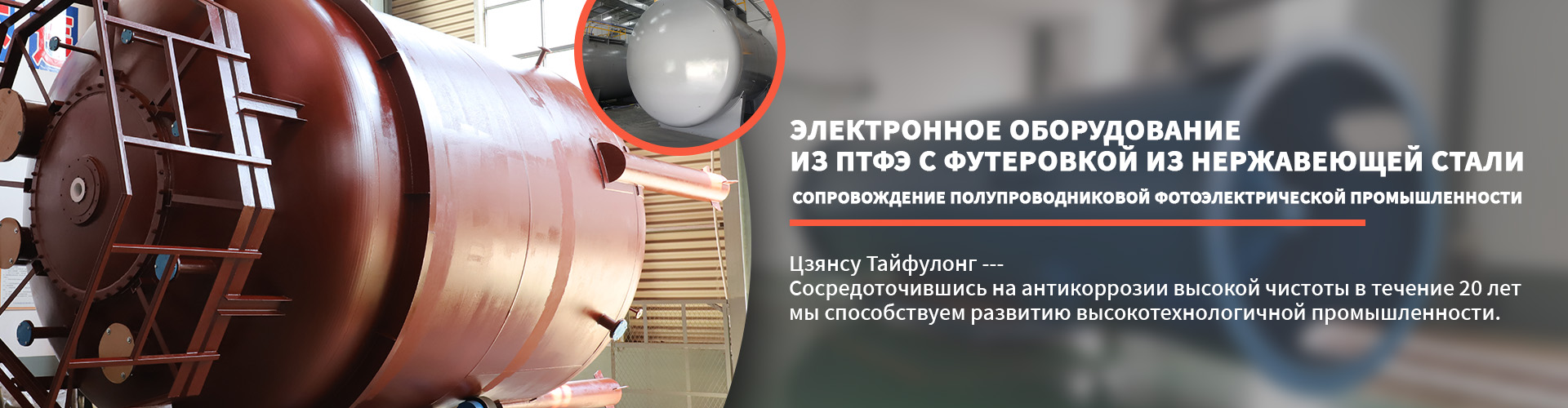
Взять, к примеру, ООО Цзянсу Тайфулонг Антикоррозийное оборудование. На их сайте ptfex.ru видно, что они позиционируют себя как пионеры в промышленной антикоррозии. И это не просто слова. Зная их историю (более 20 лет опыта, начиная с насосов и клапанов), видно, что они шли от применения к материалу. Их производственная база в Тайсине — это не один цех, а два завода, что говорит о специализации. Часто так и бывает: один завод фокусируется на металлообработке и подготовке поверхности, другой — на процессах напыления, спекания или вкладки футеровки. Это важный нюанс для контроля качества.
Ключевые точки роста: где реальный прогресс?
Если говорить о конкретных точках, где я вижу прогресс, то это три направления. Первое — это композитные футеровки. Не просто слой PTFE, а многослойные структуры, где нижний слой отвечает за адгезию, средний — за барьерные свойства, а верхний, возможно, за стойкость к абразиву или снижение адгезии шлама. Второе — автоматизация процессов нанесения. Ручное напыление или вкладка листового материала дают большой разброс по толщине. Сейчас внедряют системы автоматического напыления с контролем по весу или толщине в реальном времени. Пока это есть не везде, но тенденция.
Третье, и, пожалуй, самое важное — это проектирование. Раньше часто присылали чертеж трубы и просили ?зафутеровать?. Сейчас грамотные производители, те же китайские, начинают диалог с вопроса о среде: температура, давление, химический состав, наличие циклов ?сухо-мокро?, возможность гидроударов. Без этого любая инновационная футеровка может выйти из строя. Это сдвиг в мышлении — от продажи изделия к продаже решения.
Но и тут есть подводные камни. Например, сварные швы на металлической основе. Их подготовка — это отдельная песня. Любой дефект зачистки шва — потенциальное место отслоения. Видел случаи, когда труба прошла все заводские испытания, но в полевых условиях, на горячей кислоте, проблема проявилась именно на продольном шве. Пришлось резать и менять секцию. Теперь всегда обращаю особое внимание на отчеты по контролю швов ультразвуком или вихревыми токами до футеровки.
Практические сложности и ?узкие места?
На бумаге все гладко, но на монтаже всплывают нюансы. Один из главных — это стыковка футерованных секций. Фланцевое соединение — это критическая точка. Если футеровка на фланце выполнена небрежно, среда найдет путь к металлу. Сейчас некоторые производители предлагают фланцы с отбортовкой футеровки и специальными защитными вставками. Но это удорожает конструкцию. Часто заказчик, пытаясь сэкономить, отказывается от таких ?опций?, а потом платит за ремонт.
Еще одна проблема — ремонтопригодность. Инновационная футеровка — это хорошо, но что делать, если в процессе монтажа бригада ее повредила? Или через несколько лет эксплуатации появилась локальная протечка? Полная замена секции — дорого и долго. Развиваются технологии локального ремонта специальными полимерными составами, но их долговечность под вопросом. Это область, где еще есть куда расти. Идеального решения, на мой взгляд, пока нет.
Транспортировка — тоже момент. Казалось бы, мелочь. Но если длинномерную футерованную трубу неправильно уложить и закрепить, могут возникнуть внутренние напряжения, микротрещины в футеровке. Особенно это касается материалов типа стеклопрокатанного PTFE. Приходится жестко контролировать упаковку и логистические протоколы, что не все поставщики делают.
Кейс: от спецификации до пусконаладки
Приведу абстрактный, но собирательный пример из практики. Был проект — транспортировка горячего (около 95°C) раствора соляной кислоты с примесью хлорида железа. Среда агрессивная и абразивная. Заказчик изначально хотел трубы из нержавеющей стали марки 904L, но цена заставила искать альтернативу. Рассмотрели вариант с футеровкой из PTFE (политетрафторэтилена).
В процессе диалога с инженерами поставщика (в духе тех, что в Тайфулонг) выяснилось, что для такой температуры и наличия ионов железа лучше подойдет не просто спеченный PTFE, а модифицированный, с повышенной стойкостью к проникновению. Также предложили увеличить толщину футеровки в нижней части трубы на 15-20% для компенсации абразивного износа. Это уже индивидуальный подход.
На этапе приемки сделали выборочную проверку толщины футеровки ультразвуковым толщиномером, провели испытания на адгезию по отрывному методу на контрольных образцах. На монтаже возникла сложность с подгонкой — пришлось на месте подрезать футеровку на фланце специальным инструментом. Важно, что поставщик предоставил инструкцию и инструмент для этой операции. Система работает уже больше трех лет, плановых остановок на ремонт не было. Это можно считать успехом, но он стал результатом не просто покупки трубы, а совместной проработки деталей.
Взгляд в будущее: что дальше?
Куда движутся инновации? На мой взгляд, следующий шаг — ?умные? футеровки. Внедрение в слой полимера датчиков для мониторинга целостности покрытия, толщины, температуры на границе раздела. Пока это звучит как фантастика и дорого, но для критических производств в химической или фармацевтической промышленности может стать необходимостью. Это позволит перейти от планово-предупредительных ремонтов к ремонтам по фактическому состоянию.
Другое направление — экологичность. Процессы спекания PTFE, например, требуют внимания к выбросам. Разработка более ?чистых? технологий нанесения или новых полимерных композиций, которые не уступают по свойствам, но менее требовательны в производстве. Китайские производители, в свете ужесточения экологических норм внутри страны, точно будут над этим работать.
И, конечно, цифровизация данных. Каждая партия трубы — не просто сертификат, а полный цифровой паспорт: параметры подготовки поверхности, температурные кривые при спекании, результаты контроля. Это повысит доверие и упростит прослеживаемость. Пока такой подход — редкость, но я уверен, что лет через пять это станет стандартом для серьезных игроков, которые, как ООО Цзянсу Тайфулонг, заявляют о приоритете в тонкой промышленной антикоррозии. В итоге, инновации в китайских футерованных трубах — это уже не миф, а реальность, которая рождается из решения конкретных, подчас очень сложных, практических задач. И движет этим не только коммерческий интерес, но и накопленный за два десятка лет опыт, часто полученный методом проб и ошибок.