Когда слышишь про ?трубы с фторовым покрытием из Китая?, первое, что приходит в голову — это, наверное, дешево и сердито. Или наоборот, подозрения: а выдержат ли они реальные нагрузки, не отслоится ли этот самый фторполимер при первом же термическом ударе? Работая с антикоррозийным оборудованием, я видел и дорогие европейские решения, и то, что предлагает местный рынок. И скажу так: китайские производители в этом сегменте — это уже давно не просто копии. Это сложная история про эволюцию технологий, где ключевое слово — не ?дешево?, а ?адаптировано?. Многие ошибочно полагают, что главное — это сам материал, фторопластовое покрытие. А на самом деле, технология нанесения и подготовка поверхности — вот где кроется 90% успеха или провала.
От PTFE до PFA: не просто аббревиатуры
Всё начинается с выбора материала. PTFE (политетрафторэтилен) — классика, но с ним свои заморочки. Адгезия к металлу слабовата, если не подготовить поверхность по высшему разряду. Поэтому для ответственных участков, особенно с перепадами температур или агрессивными средами, всё чаще смотрят в сторону PFA (перфторалкокси) или даже ETFE. PFA, например, плавится, а не просто спекается, что позволяет добиться монолитного, практически бесшовного слоя. Но и технология сложнее, дороже. Видел образцы, где пытались нанести PFA по старой технологии для PTFE — результат был печальный: пузыри, неравномерность. Это тот случай, когда материал требует своей, особой ?кухни?.
Кстати, о ?кухне?. Многое зависит от производителя сырья. Китайские заводы сейчас активно работают с местными поставщиками фторполимеров, и качество сырья выросло колоссально за последние лет пять. Но всё равно, для критичных проектов часто предпочитают использовать проверенные марки, например, японские. Хотя и это не панацея — хорошее сырье можно испортить плохим нанесением.
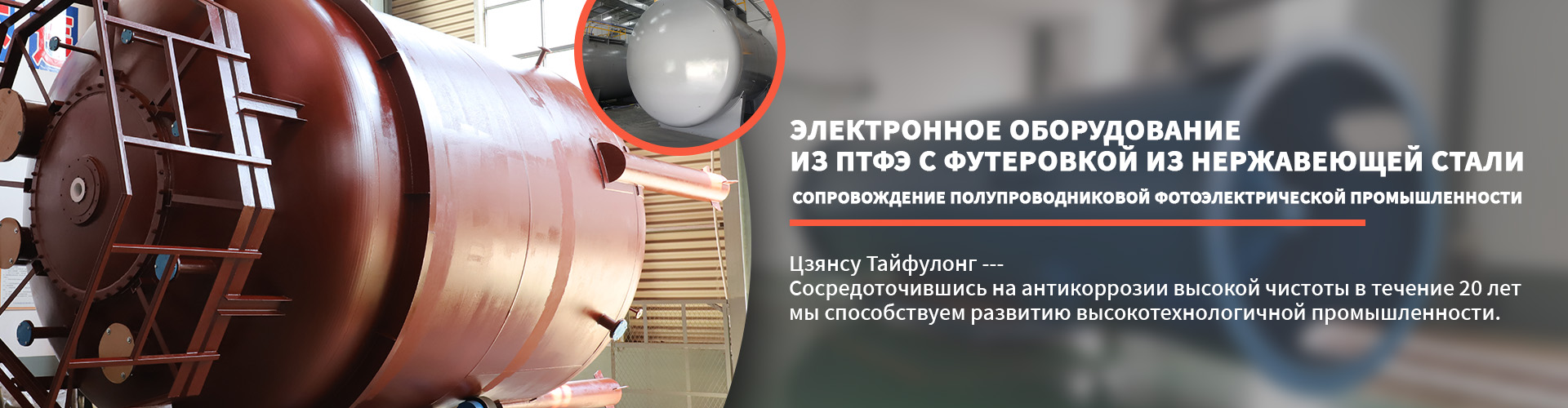
Здесь стоит упомянуть компанию, которая как раз сделала ставку на эту комплексность — ООО Цзянсу Тайфулонг Антикоррозийное оборудование. Заглянул на их сайт ptfex.ru — видно, что они позиционируют себя не просто как продавцы труб, а как специалисты по промышленной антикоррозии с более чем 20-летним опытом. Это важный нюанс. Когда у производителя есть собственная развитая производственная база, как у них в Тайсине (два завода, 40 000 кв.м), и он заявляет про импортные технологии, это обычно означает инвестиции в процесс, а не только в маркетинг. Их история, начиная с ?Тайхонг Насос и Клапан?, показывает эволюцию от компонентов к системным решениям.
Сталь под микроскопом: почему пескоструйка — это религия
Можно иметь лучший в мире фторполимер, но если поверхность трубы подготовлена кое-как, покрытие отлетит кусками. Я считаю этап подготовки священным. Речь не просто о ?очистке?, а о создании определенного анкерного профиля. Шероховатость (Ra, Rz) должна быть строго в допуске. Слишком гладко — покрытию не за что зацепиться. Слишком грубо — будут воздушные карманы и неравномерная толщина слоя.
На одном из объектов был неприятный опыт с партией труб от небольшого поставщика. Внешне — всё идеально. Но при монтаже, после нескольких тепловых циклов, на коленах пошли мелкие, почти невидимые глазу трещинки. Вскрыли причину: экономия на подготовке. Пескоструйная обработка была проведена абразивом, который уже отжил своё, да и профиль не контролировали. В итоге — локальное отслоение. После этого мы стали требовать от поставщиков не только сертификаты на материал покрытия, но и фотоотчеты по подготовке поверхности каждой партии, с замерами профиля. Это добавляет головной боли, но спасает от катастроф.
Именно поэтому крупные игроки, вроде упомянутого Тайфулонга, имеют целые цеха, посвященные только подготовке поверхности. Это не просто участок, это технологическая линия с контролем на каждом этапе. Без этого говорить о надежном фторовом покрытии просто бессмысленно.
Нанесение: порошок, жидкость или лента?
Способов нанесения несколько, и у каждого — своя ниша. Порошковое напыление с последующим спеканием — самый распространенный для внутренних покрытий труб. Позволяет получить толстый, равномерный слой. Но тут критична точность: температура в печи, время выдержки, скорость подъема температуры. Малейший перегрев — материал деградирует, теряет свойства. Недогрев — неспекание, рыхлость.
Жидкие составы (лакокрасочные) хороши для внешней защиты или для сложной геометрии, где порошком не подлезешь. Но толщина слоя обычно меньше, и стойкость к истиранию может быть ниже. Видел применение таких составов для защиты фланцевых соединений — работает, но требует регулярного осмотра.
А вот технология нанесения ленты (футеровка) — это уже высший пилотаж для ремонта или сложных узлов. Требует высочайшей квалификации рабочего. Плохо наклеенная лента даст тот же эффект, что и плохая покраска — под нее попадет среда, и коррозия пойдет ускоренными темпами. В Китае этот метод активно развивают для полной футеровки больших диаметров и емкостей. У некоторых производителей есть даже автоматизированные линии для этого.
На практике часто используют гибридные подходы. Например, труба внутри покрыта порошковым PFA, а снаружи и на фланцах — усиленным жидким составом на основе ETFE для дополнительной механической защиты. Это уже системное мышление.
Контроль качества: не доверяй, проверяй
Вот где проявляется серьезность производителя. Стандартный набор: контроль толщины покрытия ультразвуком, проверка на пористость высоковольтным искровым дефектоскопом (тестером ?холодной искры?), адгезионные испытания (отрыв или надрез с отслаиванием). Но и тут есть нюансы.
Например, искровой тест. Напряжение подбирается в зависимости от толщины покрытия. Слишком высокое — можно прожечь хорошее покрытие. Слишком низкое — не увидишь скрытые дефекты. Настоящие специалисты калибруют оборудование под каждую партию. Видел, как на заводе (не буду называть) проверяли трубы ?для галочки? одним и тем же напряжением для всех типоразмеров. Это бесполезная трата времени.
Самый показательный тест — это, конечно, адгезия. Есть простой метод ?решетчатого надреза? (по ГОСТ или ISO). Но для ответственных объектов могут требовать более сложные количественные методы. Хороший поставщик всегда готов предоставить протоколы таких испытаний, причем не общие, а на конкретную отгружаемую партию. В описании деятельности ООО Цзянсу Тайфулонг упоминается ?исчерпывающее и целевое производственное оборудование? и ?импортные передовые технологии?. Если это не пустые слова, то их лаборатория контроля качества должна быть укомплектована соответствующим образом. Это как раз тот случай, когда ?предшественник тонкой продукции? должен доказывать свой статус не словами, а конкретными цифрами в отчетах.
Где это работает, а где — нет: практические кейсы
Идеальных материалов не бывает. Фторопластовое покрытие — не исключение. Блестяще показывает себя в химической промышленности: перекачка кислот, щелочей, органических растворителей. Особенно там, где важна чистота среды — нет выделений, инертность полная.
Но есть и ограничения. Например, для сред с высоким содержанием абразивных твердых частиц. Фторполимеры хоть и стойкие, но могут истираться. В таких случаях иногда используют композитные покрытия или комбинации. Еще один момент — вакуум. При глубоком вакууме некоторые марки PTFE могут выделять летучие вещества, это надо учитывать.
Из личного опыта: удачный проект — система трубопроводов для перекачки горячей хлорсодержащей среды на химическом комбинате. Использовали трубы с покрытием PFA от китайского производителя (не Тайфулонг, другой). Ключом успеха была детальная техническая спецификация, которую мы согласовывали месяц. Прописали всё: марку стали основы, метод и степень очистки, марку сырья PFA, минимальную толщину в каждой точке, методы контроля. Трубы служат уже пятый год без нареканий.
Неудачный опыт — попытка сэкономить на трубках для теплообменника с попеременным нагревом и охлаждением. Взяли вариант с более тонким покрытием на основе модифицированного PTFE. Через полгода — расслоение на участках температурных стыков. Вывод: для термоциклирования нужно или толстое покрытие PFA, или вообще другая конструкция. Экономия в 15% обернулась остановкой линии и дорогим ремонтом.
Вместо заключения: на что смотреть при выборе
Так что же в итоге с технологиями? Они есть, они развиваются, и китайские производители здесь — сильные игроки. Но рынок неоднороден. Есть гиганты с полным циклом, как Тайфулонг, а есть сотни мелких цехов, работающих по упрощенным схемам.
Выбирая поставщика, нужно смотреть не на красивые картинки, а на детали. Есть ли у них собственная развитая производственная база или они просто перепродают? Как организован контроль качества? Могут ли они предоставить детальные отчеты по испытаниям? Готовы ли обсуждать технические нюансы и адаптировать технологию под вашу задачу?
И главное — помнить, что вы покупаете не просто ?трубу с покрытием?. Вы покупаете решение антикоррозийной задачи. И надежность этого решения зависит от того, насколько глубоко производитель погружен в технологию: от подготовки стали до финального теста. Технология — это не магия, а цепочка правильно выполненных, контролируемых шагов. И в этом плане некоторые китайские компании уже задают очень высокую планку, с которой приходится считаться всем на рынке.